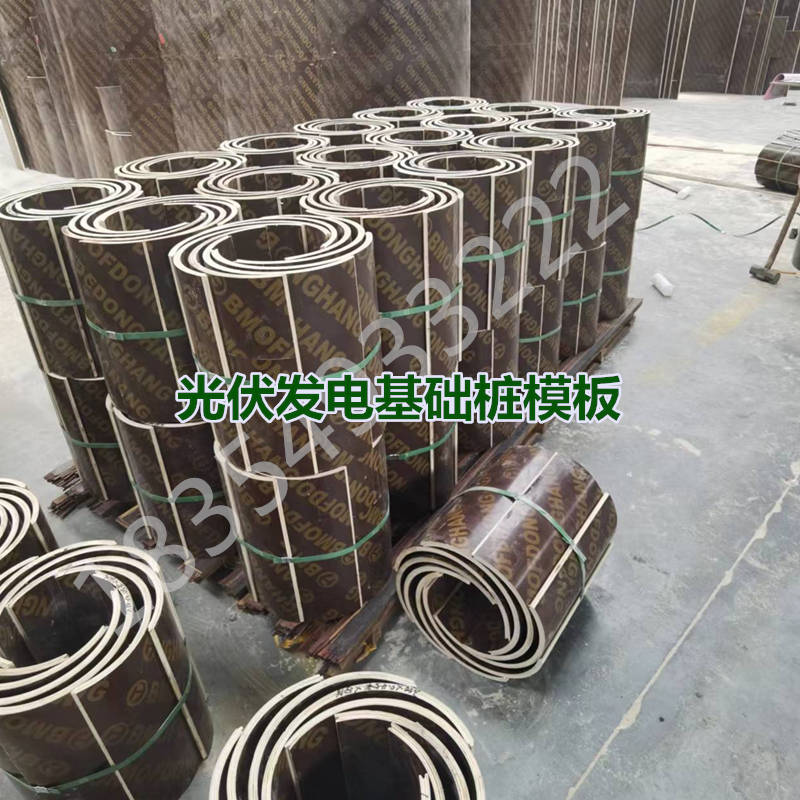
木制圆柱模板是一种定型圆柱模板,它由两片定型半圆组成,外围有配套钢带加固,定做加工流程有哪些环节呢,想要生产高质量的木制圆柱模板必须经过多个加工环节,每一个环节都必须严格的审核。
1、该模板模板选用优质的桦木杨木桉木作为原材料,先要对原材料进行裁切工序,选择软硬度适中的杨木桦木铵木基材,按照圆形工艺要求的长度以及质量截取合适的木段(一般***高3米)。
2、对截取的木段进行削皮处理,之后蒸煮木段,确定旋切中心,进行旋切工作。木制圆柱模板裁板时要使用100齿以上的合金锯片及带有轨道的锯边机。原木经裁切之后成为优质108杨木单板,整芯整板有利于模板圆周的尺寸标准。
3.木段旋切后保证剩下的木芯直径为80cm左右,根据原木进行层切割得来原材料,将原木按照一定的层厚度进行水平面的切割旋切,根据模板的尺寸大小才裁切成比例相同的木层,并且将木层表面的杂质进行清除,杂志可以影响后期胶的粘结牢度。

4、对单板进行烘干和干燥处理至单板的含水率为7-8%,单板选用整张芯板,保证了模板的强度。干燥处理是通过裁切和旋切以后的单板都含有比较大的水分,在规模性的生产中我们要进行模板烘干处理,由于烘干后的单板比较脆,需要自然放置2天左右,确保保证单板的韧性,以便在圆形工艺加工时保证可弯曲度。
5.制作圆柱模板的下一步,就是对单板进行涂胶,胶水要均匀保满,模板压差15%,模板压力190T,一张成型的圆柱模板,都是采用了多张单板(杨木桦木)采用涂胶方式进行粘接在一起的,利用滚胶机单板的正反面都会被均匀的涂抹胶层,将涂有胶层的单板均匀的进行铺盖6-10层(根据需要)即可,模板的层数设定一般是14mm-22mm厚度不等。
6、木制圆柱模板的表面采用脂膜,该膜透气性好,利于冬季施工。树脂膜需要配制面胶,先在三胺胶液中加入玉米面粉作为填充剂,先均匀搅拌25分钟后,再加入氯化铵作为固化剂,形成面胶,将配制好的粘胶均匀涂在单板和模板芯层上,依次粘贴在一起,形成模板板坯,继而完成模板表面脂膜的制作。
7、***行一次冷压,将膜纸直接放在夹芯上直接成型初步模板。
8.进行二次成型,首先成型基板,然后对底板砂光、打磨、打腻子,在打磨,然后贴膜,再次进入热压机贴膜而成,由此经过了2次热压的过程。在二次热压成型过程中,通过热压工艺进行压平。传统的加热时采用了锅炉水传到热进行加热,圆柱木模板在制作中采用了加热,压平后,可以增加模板的密实度,成型比较规则,提高了圆柱模板的周转次数。
9.上述过程中采用先预压再热压的工艺,***高程度降低模板错位的几率,再施以合理的压力和温度热压,保证了每一张模板均有卓越的胶合强度和硬度。
10,.喷漆、并且喷涂防腐漆,可保证圆柱木模板的使用寿命和周转次数。另一方面圆柱木模板在工地一般都是露天放置,喷漆过程可有效的防暴晒防雨水。有利于模板的存储。
11.修边包装处理:经过热压处理的木制圆柱模板,如果出现吧部分夹层出现错位或者边角不规整现象,可用刻刀将多余的边角进行裁切,***后进行锯边打包检验入库,以上11个环节仅作参考。
Copyright © 2012-2050 版权所有 备案号:鲁ICP备2022036982号-4

18354933222